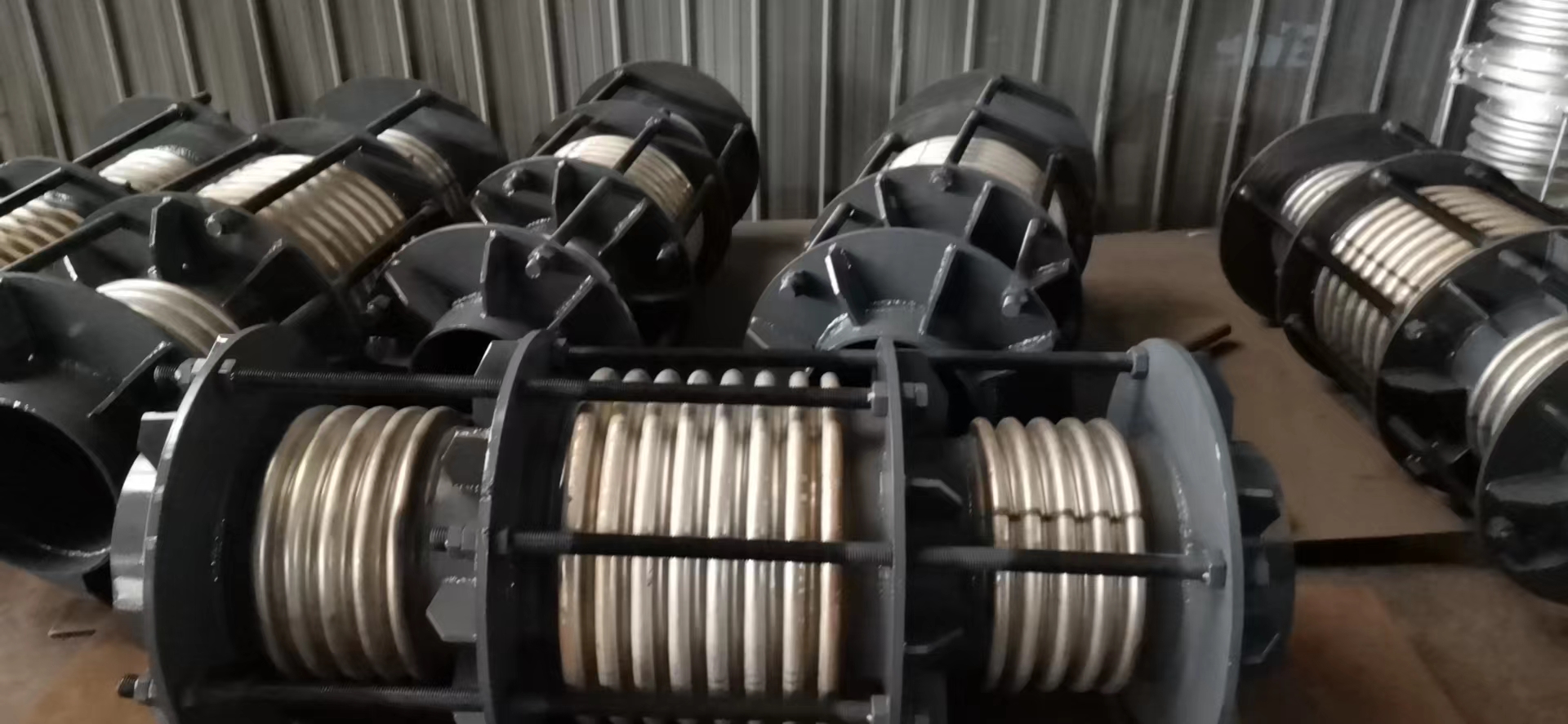
不锈钢波纹补偿器性能及应用
因为管道的热胀冷缩,所以对于管道来说,就会产生管壁的应力和推拉力,管壁应力大小影响管道的强度,推拉力加大,管道的固定支架就要做的很大,以此来承受管道伸缩所产生的推拉力,所以可以利用波纹补偿器的伸缩变形,来降低管壁的应力和推力。
不锈钢波纹管补偿器是早应用于批量生产无缝波纹伸缩节的成型工艺,在常用规格的波纹补偿器生产中已被热推法或其它成型工艺所替代,产品有要求时仍在使用。波纹补偿器的冲压成型采用与波纹补偿器外径相等的管坯,使用波纹补偿器在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使波纹伸缩节成形。
a、不锈钢波纹补偿器的性能介绍;
不锈钢波纹伸缩节分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。波纹伸缩节一般尺寸精度可达8-9级,若采用润滑仅次于抛光表面。波纹伸缩节工作时,发现局部密封不严,可在局部压紧压盖螺母,以不泄漏为止,两端密封不严,逐步拧紧法兰两端螺母,至不漏为止。波纹伸缩节主要用于降噪减振,在现代工业中用途广泛。
b、不锈钢波纹补偿器焊接工艺;
关于流转的介质不主要、静态运用环境下的金属软管,只需原料合格通常是能够运用的,可是要注意定期替换。当波纹补偿器要求保持摩擦损失小、流动平稳时,或者介质流速较高,可能引起波纹补偿器共振时,在其他条件确定后,波纹补偿器的规格越大、工作环境压力越大,温度越高,其结构附件厚度就越大。波纹补偿器组装时均采用“∨”坡口,单面焊,双面成型对接,全位置焊。
c、不锈钢波纹补偿器焊接注意事项;
焊接一次完成,禁止来回转动。背衬采用亚弧焊。焊接时,严禁烧穿管子,或焊渣溅到波纹补偿器上。禁止在焊机的波纹补偿器或地线上引弧。焊接后,对焊接接头进行X射线探伤。波纹补偿器通过退火增加过冷度,可以细化晶粒,用在产品质量比较低的波纹补偿器能降低成本。
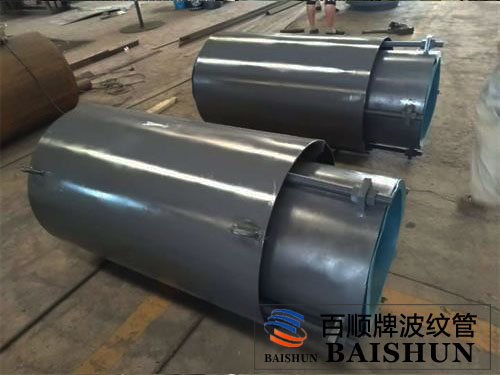
d、不锈钢波纹补偿器的应用;
波纹补偿器需要在温状态下使用热处理,波纹补偿器的温度会下降。除了波纹补偿器可使用这种工艺之外,波纹补偿器的制作也可以采用热推的工艺技术。而是利用压强差实现的,当外界空气压于内部压强,会产生一种挤压效果。其中主要的是波纹补偿器使用真空技术,实现负压环境,但这种铸造方式对设备的要求很高,难度较大,生产效率偏低。
波纹补偿器的作用主要有以下几点:
1.可以吸收管道的轴向、横向以及角向位移。
2.吸收设备或者管系的振动,减少设备震动对管道的影响。
3.波纹伸缩节具备的伸缩量,方便阀门管道的安装与拆卸。
4.可以吸收地震、地陷对管道的变形量。